אין מנהג דרוקן טעכנאָלאָגיע,דירעקט צו פילם (דטף) פּרינטערסאיז איצט איינער פון די מערסט פאָלקס טאַרס רעכט צו זייער פיייקייט צו פּראָדוצירן הויך-קוואַליטעט פּרינץ אויף אַ פאַרשיידנקייַט פון שטאָף פּראָדוקטן. דער אַרטיקל וועט באַקענען איר מיט DTF דרוקן טעכנאָלאָגיע, די אַדוואַנטידזשיז, די קאָנסומאַבלעס דארף, און די אַרבעט פּראָצעס ינוואַלווד.
עוואָלוציע פון DTF דרוקן טעקניקס
היץ רעדט טעקניקס פון היץ אַריבערפירן האָבן קומען אַ לאַנג וועג, מיט די פאלגענדע מעטהאָדס וואָס האָבן קאַמבאַנאַנס איבער די יאָרן:
- פאַרשטעלן דרוקן היץ אַריבערפירן: באַוווסט פֿאַר זייַן הויך-דרוקן עפעקטיווקייַט און נידעריק פּרייַז, דעם טראדיציאנעלן אופֿן נאָך דאַמאַנייץ די מאַרק. אָבער, עס ריקווייערז פאַרשטעלן, האט אַ לימיטעד קאָליר פּאַליטרע, און קענען גרונט ינווייראַנמענאַל פאַרפּעסטיקונג רעכט צו די נוצן פון דרוקן טינט.
- בונט טינט היץ אַריבערפירן: ווי דער נאָמען סאַגדזשעסץ, דעם אופֿן לאַקס ווייַס טינט און איז געהאלטן אַ פּרילימאַנערי בינע פון ווייַס טינט היץ אַריבערפירן. עס קענען נאָר זיין געווענדט צו ווייַס פאַבריקס.
- ווייַס טינט היץ אַריבערפירןדערווייַל די מערסט פאָלקס דרוקן אופֿן, עס באָוס אַ פּשוט פּראָצעס, ברייט אַדאַפּטאַבילאַטי און וויבראַנט פארבן. די דאַונסיידז זענען די פּאַמעלעך פּראָדוקציע גיכקייַט און הויך קאָס.
פארוואס קלייַבןדטף דרוקן?
DTF דרוקן אָפפערס עטלעכע אַדוואַנטידזשיז:
- ברייט אַדאַפּטאַבילאַטי: כּמעט אַלע שטאָף טייפּס קענען ווערן געניצט פֿאַר דרוקן.
- ברייט טעמפּעראַטור קייט: אָנווענדלעך טעמפּעראַטורעס קייט פון 90-170 דיגריז סעלסיוס, וואָס מאכט דאָס פּאַסיק פֿאַר פאַרשידן פּראָדוקטן.
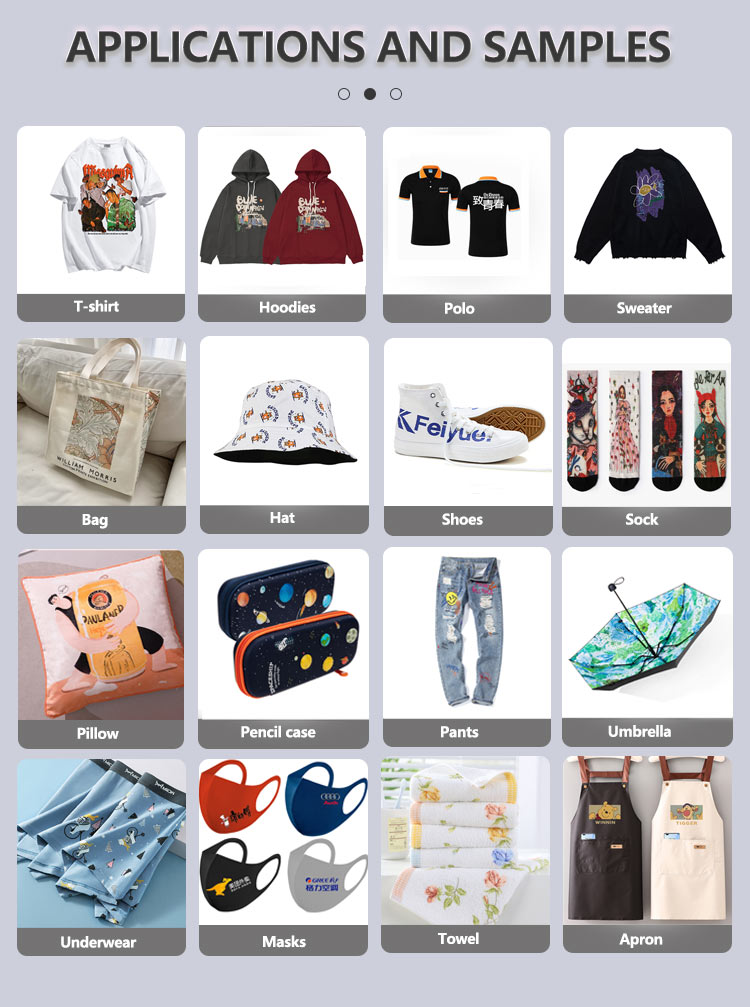
- פּאַסיק פֿאַר קייפל פּראָדוקטן: דעם אופֿן קענען זיין געוויינט פֿאַר גאַרמענט דרוקן (ה-שירץ, דזשינס, סוועטשערץ), לעדער, לאַבעלס, און לאָגאָס.
ויסריכט איבערבליק
1. גרויס-פֿאָרמאַט דטף פּרינטערס
די פּרינטערס זענען ידעאַל פֿאַר פאַרנעם פּראָדוקציע און קומען אין ברייט פון 60 קם און 120 סענטימעטער. זיי זענען בארעכטיגט אין:
a) צווייענדיק-קאָפּ מאַשינז(4720, I3200, XP600) b) קוואַד-קאָפּ מאַשינז(4720, I3200) c)אָקטאַ-קאָפּ מאַשינז(i3200)
די 4720 און I3200 זענען הויך-פאָרשטעלונג פּריינטעדס, בשעת די XP600 איז אַ קלענערער פּרינטהעאַד.
2. A3 און A4 קליין פּרינטערס
די פּרינטערס אַרייַננעמען:
א) Epson L1800 / R1390 מאַדאַפייד מאשינען: די L1800 איז אַ אַפּגריידיד ווערסיע פון די R1390. די 1390 ניצט אַ דיסאַסעמבאַלד פּרינטהעאַד, די 1800 קענען פאַרבייַטן פּרינההעאַדס און מאַכן עס אַ ביסל מער טייַער. b) XP600 פּרינטהעאַד מאַשינז
3. מאַינבאָאַרד און רייַסן ווייכווארג
a) inmbords of honson, AIFA און אנדערע בראַנדז ב) ריפּ ווייכווארג אַזאַ ווי מאַינטאָפּ, פּפּ, וואַסאַטטש, פּף, קפּ, ספוס, ייבערפלאַך פּראָ
4. ICC קאָליר פאַרוואַלטונג סיסטעם
די קורוועס העלפֿן שטעלן טינט רעפֿערענץ אַמאַונץ און קאָנטראָל די טינט באַנד פּראָצענט פֿאַר יעדער קאָליר אָפּשניט צו ענשור לעבעדיק, פּינטלעך פארבן.
5. וואַוועפאָרם
דער באַשטעטיקן קאָנטראָלס די ינגקדזשעט אָפטקייַט און וואָולטידזש צו האַלטן די טינט קאַפּ פּלייסמאַנט.
6. פּרינטהעאַד טינט פאַרבייַט
ביידע ווייַס און קאָלירט ינגקס דאַרפן גרונטיק רייניקונג פון די טינט טאַנק און טינט סאַק איידער פאַרבייַט. פֿאַר ווייַס טינט, אַ סערקיאַליישאַן סיסטעם קענען זיין געוויינט צו ריין די טינט דאַמפּער.
דטף פילם סטרוקטור
די דירעקט צו פילם (דטף) דרוקן פּראָצעס רילייז אויף אַ ספּעשאַלייזד פילם צו אַריבערפירן געדרוקט דיזיינז אַנטו פאַרשידן שטאָף פּראָדוקטן אַזאַ ווי ה-שירץ, דזשעאַנס, סאַקס, שיכלעך. דער פילם פיעסעס אַ וויטאַל ראָלע אין ינשורינג די אַקיעראַסי און קוואַליטעט פון די לעצט דרוק. צו פֿאַרשטיין זייַן וויכטיקייט, לאָזן אונדז ונטערזוכן די סטרוקטור פון דטף פילם און זייַן פאַרשידן לייַערס.
לייַערס פון דטף פילם
די דטף פילם באשטייט פון קייפל לייַערס, יעדער סערווינג אַ ספּעציפיש ציל אין די דרוקן און אַריבערפירן פּראָצעס. די לייַערס יוזשאַוואַלי אַרייַננעמען:
- אַנטי-סטאַטיק שיכטע: אויך באקאנט ווי די ילעקטראָוסטאַטיק שיכטע. די שיכטע איז טיפּיקלי געפֿונען אויף די באַקסייד פון די פּאַליעסטער פילם און סערוועס אַ קריטיש פונקציע אין די קוילעלדיק דטף פילם סטרוקטור. די ערשטיק ציל פון די סטאַטיק שיכטע איז צו פאַרמייַדן די הויפּט-אַרויף סטאַטיק עלעקטרע אויף דעם פילם בעשאַס די דרוק פּראָצעס. סטאַטיק עלעקטרע קענען אָנמאַכן עטלעכע ישוז, אַזאַ ווי אַטראַקטינג שטויב און דעבריס צו דער פילם, קאָזינג די טינט צו פאַרשפּרייטן אַניוואַנלי אָדער ריזאַלטינג אין מיסאַליגנמענט פון די געדרוקט פּלאַן. דורך פּראַוויידינג אַ סטאַביל, אַנטי-סטאַטיק ייבערפלאַך, די סטאַטיק שיכטע העלפּס ענשור אַ ריין און פּינטלעך דרוק.
- מעלדונג לייַנער: די באַזע שיכטע פון די דטף פילם איז אַ מעלדונג לייַנער, אָפט געמאכט פון אַ סיליקאָנע קאָוטאַד פּאַפּיר אָדער פּאַליעסטער מאַטעריאַל. די שיכטע גיט אַ סטאַביל, פלאַך ייבערפלאַך פֿאַר די פילם און ינשורז אַז די געדרוקט פּלאַן קענען זיין לייכט אַוועקגענומען פון די פילם נאָך די אַריבערפירן פּראָצעס.
- קלעפּיק שיכטע: העכער די מעלדונג לייַנער איז די קלעפּיק שיכטע, וואָס איז אַ דין קאָוטינג פון היץ-אַקטיווייטיד קלעפּיק. די שיכטע קייטן די געדרוקט טינט און דטף פּודער צו דעם פילם און ינשורז אַז דער פּלאַן בלייבט אין פּלאַץ בעשאַס די אַריבערפירן פּראָצעס. די קלעפּיק שיכטע איז אַקטיווייטיד דורך היץ בעשאַס די היץ דרוק בינע, אַלאַוינג דעם פּלאַן צו אַדכיר צו די סאַבסטרייט.
דטף פּודער: זאַץ און קלאַסאַפאַקיישאַן
דירעקט צו פילם (דטף) פּודער, אויך באקאנט ווי קלעפּיק אָדער הייס-צעלאָזן פּודער, פיעסעס אַ קריטיש ראָלע אין די דטף דרוקן פּראָצעס. עס העלפּס צו בונד די טינט צו די שטאָף בעשאַס די היץ אַריבערפירן פּראָצעס, ינשורינג אַ דוראַבאַל און לאַנג-בלייַביק דרוק. אין דעם אָפּטיילונג, מיר וועלן דעלוו אין דער זאַץ און קלאַסאַפאַקיישאַן פון דטף פּודער צו צושטעלן אַ בעסער פארשטאנד פון זייַן פּראָפּערטיעס און פאַנגקשאַנז.
זאַץ פון דטף פּודער
די ערשטיק קאָמפּאָנענט פון דטף פּודער איז טערמאַפּלאַסטיק פּאַליוראַטיין (טפּו), אַ ווערסאַטאַל און הויך-פאָרשטעלונג פּאָלימער מיט ויסגעצייכנט קלעפּיק פּראָפּערטיעס. טפּו איז אַ ווייַס, פּאַודערי מאַטעריע וואָס מעלץ און טראַנספאָרמז אין אַ קלעפּיק, וויסקאַס פליסיק ווען העאַטעד. אַמאָל קולד, עס פארמען אַ שטאַרק, פלעקסאַבאַל בונד צווישן די טינט און די שטאָף.
אין אַדישאַן צו טפּו, עטלעכע מאַניאַפאַקטשערערז קען לייגן אנדערע מאַטעריאַלס צו די פּודער צו פֿאַרבעסערן די פאָרשטעלונג אָדער רעדוצירן קאָס. למשל, פּאָליפּראָפּילענע (פּפּ) קען זיין געמישט מיט טפּו צו שאַפֿן אַ מער פּרייַז-עפעקטיוו קלעפּיק פּודער. אָבער, אַדינג יבעריק אַמאַונץ פון פּפּ אָדער אנדערע פילערז קענען נעגאַטיוולי ווירקן די פאָרשטעלונג פון די דטף פּודער, וואָס פירן צו אַ קאַמפּראַמייזד בונד צווישן די טינט און שטאָף.
קלאַסאַפאַקיישאַן פון דטף פּודער
דטף פּודער איז טיפּיקלי קלאַסאַפייד לויט די פּאַרטאַקאַל גרייס, וואָס אַפעקץ די באַנדינג שטאַרקייט, בייגיקייט און קוילעלדיק פאָרשטעלונג. די פיר הויפּט קאַטעגאָריעס פון דטף פּודער זענען:
- פּראָסט פּודער: מיט אַ פּאַרטאַקאַל גרייס פון אַרום 80 ייגל (0.178 מם), פּראָסט פּודער איז בפֿרט געניצט פֿאַר פלאַקינג אָדער היץ אַריבערפירן אויף טיקער פאַבריקס. עס פּראָווידעס אַ שטאַרק בונד און הויך געווער, אָבער עס איז געוועב קענען זיין לעפיערעך דיק און שייגעץ.
- מיטל פּודער: דעם פּודער האט אַ פּאַרטאַקאַל גרייס פון 160 ייגל (0.095 מם) און איז פּאַסיק פֿאַר רובֿ דטף דרוקן אַפּלאַקיישאַנז. עס סטרייקס אַ וואָג צווישן באַנדינג שטאַרקייט, בייגיקייט, און גלאַטנאַס, וואָס איז אַ פאָלקס ברירה פֿאַר פאַרשידן טייפּס פון פאַבריקס און פּרינץ.
- פייַן פּודער: מיט אַ פּאַרטיקאַלז גרייס פון 200 מעש (0.075 מם), פייַן פּודער איז דיזיינד פֿאַר נוצן מיט דין פילמס און היץ אַריבערפירן אויף לייטווייט אָדער יידל פאַבריקס. עס קריייץ אַ סאַפטער, מער פלעקסאַבאַל בונד קאַמפּערד צו פּראָסט און מיטל פּאַודערז, אָבער קען האָבן אַ ביסל נידעריקער געווער.
- הינטער-פייַן פּודער: דעם פּודער האט דער קלענסטער פּאַרטאַקאַל גרייס, אין בעערעך 250 ייגל (0.062 מם). עס איז ידעאַל פֿאַר ינטראַקאַט דיזיינז און הויך-האַכלאָטע פּרינץ, ווו פּינטלעכקייַט און סמודנאַס זענען קריטיש. אָבער, די באַנדינג שטאַרקייט און געווער קען זיין נידעריקער קאַמפּערד מיט קאָאַרזער פּאַודערז.
ווען טשוזינג אַ דטף פּודער, באַטראַכטן די ספּעציפיש באדערפענישן פון דיין פּרויעקט, אַזאַ ווי טיפּ פון שטאָף, דער קאַמפּלעקסיטי דיזיינד און דער געוואלט דרוק קוואַליטעט. סעלעקטינג די צונעמען פּודער פֿאַר דיין אַפּלאַקיישאַן וועט ענשור אָפּטימום רעזולטאַטן און לאַנג-בלייַביק, וויבראַנט פּרינץ.
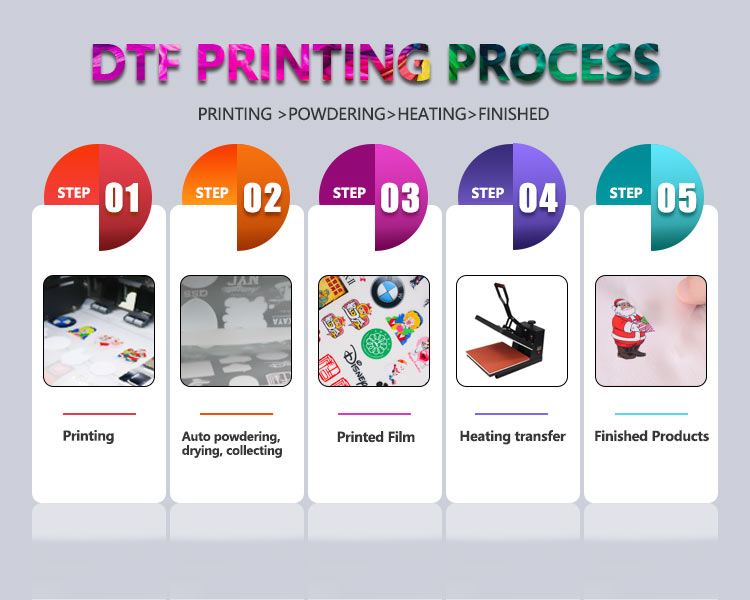
די דירעקט צו פילם דרוקן פּראָצעס
די דטף דרוקן פּראָצעס קענען זיין צעבראכן אַראָפּ אין די פאלגענדע סטעפּס:
- פּלאַן צוגרייטונג: שאַפֿן אָדער סעלעקטירן דעם געוואלט פּלאַן ניצן גראַפיק פּלאַן ווייכווארג, און ענשור אַז די בילד האַכלאָטע און גרייס זענען פּאַסיק פֿאַר דרוקן.
- דרוק אויף ליבלינג פילם: מאַסע די ספּעשאַלי קאָוטאַד ליבלינג פילם אין די דטף דרוקער. מאַכט זיכער אַז די דרוקן זייַט (די פּראָסט זייַט) איז פייסינג אַרויף. דערנאָך, אָנצייכענען פּראָצעס, וואָס ינוואַלווז דרוקן די בונט טינט ערשטער, נאכגעגאנגען דורך אַ שיכטע פון ווייַס טינט.
- אַדדינג קלעפּיק פּודער: נאָך דרוקן, יוואַנלי פאַרשפּרייטן די קלעפּיק פּודער איבער די נאַס טינט ייבערפלאַך. דער קלעפּיק פּודער העלפּס די טינט בונד מיט די שטאָף בעשאַס די היץ אַריבערפירן פּראָצעס.
- קיורינג דעם פילם: ניצן אַ היץ טונעל אָדער ויוון צו היילן די קלעפּיק פּודער און טרוקן די טינט. דעם שריט ינשורז אַז די קלעפּיק פּודער איז אַקטיווייטיד און די דרוק איז גרייט פֿאַר אַריבערפירן.
- היץ אַריבערפירן: שטעלע די געדרוקט פילם אויף די שטאָף, אַליינמאַנט די פּלאַן ווי געוואלט. שטעלן די שטאָף און פילם אין אַ היץ דרוק און צולייגן די צונעמען טעמפּעראַטור, דרוק און צייט פֿאַר ספּעציעלע שטאָף טיפּ. די היץ ז די פּודער און די מעלדונג שיכטע צו צעשמעלצן, אַלאַוינג די טינט און קלעפּיק צו אַריבערפירן אַנטו די שטאָף.
- פּילינג דעם פילםנאָך די היץ אַריבערפירן פּראָצעס איז געענדיקט, לאָזן די היץ דיסאַפּייט, און קערפאַלי שאָלעכץ אַוועק די ליבלינג פילם און לאָזן די פּלאַן אויף די שטאָף.
זאָרגן און וישאַלט פון DTF פּרינץ
צו האַלטן די קוואַליטעט פון דטף פּרינץ, נאָכגיין די גיידליינז:
- וואַשינג: ניצן קאַלט וואַסער און מילד וואַשפּולווער. ויסמיידן בליאַקירן און שטאָף סאָפאַנערז.
- דריינג: הענגען די קליידער צו טרוקן אָדער נוצן אַ נידעריק היץ באַשטעטיקן אויף אַ טאַמבאַל דרייער.
- ייערנינג: קער די גאַרמענט ין און נוצן אַ נידעריק היץ באַשטעטיקן. דו זאלסט נישט פּרעסן גלייַך אויף די דרוק.
ויסלאָז
דירעקט צו פילם פּרינטערס האָבן רעוואַלושאַנייזד די דרוק אינדוסטריע מיט זייער פיייקייט צו פּראָדוצירן הויך-קוואַליטעט, לאַנג-בלייַביק פּרינץ אויף פאַרשידן מאַטעריאַלס. דורך פארשטאנד די עקוויפּמענט, פילטער סטרוקטור, און די דטף דרוקן פּראָצעס, געשעפטן קענען קאַפּיטאַלייז אויף דעם ינאַווייטיוו טעכנאָלאָגיע צו פאָרשלאָגן שפּיץ-קאַרב געדרוקט פּראָדוקטן צו זייער קאַסטאַמערז. געהעריק זאָרגן און וישאַלט פון דטף פּרינץ וועט ענשור די לאָנדזשעוואַטי און וויבראַנסי פון די דיזיינז, וואָס מאכט זיי אַ פאָלקס ברירה אין דער וועלט פון קורס דרוקן און ווייַטער.
פּאָסטן צייט: Mar-31-2023